Centre des Matériaux
Pierre-Marie Fourt
Pierre-Marie Fourt


 Lecture
Lecture
Bio-based aerogels: new eco-friendly porous materials for thermal insulation and controlled release
Manufacturing platform
The base of the experimental platform is a Phoenix PM100T machine.
 Ses caractéristiques principales sont les suivantes :
Ses caractéristiques principales sont les suivantes :
Experimental modifications and related apparatus
The scientific exploitation of such a test means requires mastering the manufacturing parameters such as :
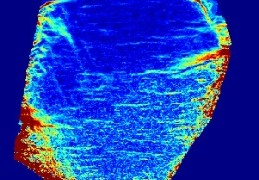
The microstructures generated are studied and analyzed by optical and electronic microscopy, by X microanalysis. The surfaces and reliefs are measured by 3D optical profilometry. Morphological analysis is an increasingly important part of process monitoring. The looping of the thermal measurements with the finite element calculation takes all its dimension in the prediction of the microstructures, the residual stresses and the service behavior of the finished parts. The mastery of the process and the materials makes it possible to formulate new materials, not only adapted to this process but that only the intrinsic operating conditions make it possible to generate.
The vertical line is a pointer that shows the variation of the thermal gradient back of the melted zone.







A new version of the COLD SPRAY CLUB website is now…
The COLD SPRAY CLUB concerns laboratories, technology…
> En savoir +

Formation
A MINES ParisTech PhD student awarded at the…
Josiane Nguejio, PhD student at Centre des Matériaux…
> En savoir +

Recherche
The FEMS Lecturers 2014-2015 include Henry PROUDHON
Lecturer Series This is a scheme which sponsors selected…
> En savoir +
Recherche
award for a team of Centre des Matériaux
Nicolas Gueninchault who work in teams M2 and COCAS with Henry…
> En savoir +
Recherche
The SF2M award three medals to doctors of the centre des…
The medal Réaumur is given by SF2M, each two…
> En savoir +




